Mining, processing and transporting critical minerals to our North American and International customers.
OUR MISSION: To distribute our products safely and efficiently across North America and to international customers.
CORPORATE VALUES
HISTORY
International Minerals Carlsbad is proud to become part of the potash legacy in the Carlsbad Basin. It operates one of three active mines in the Basin, that together produce 80 per cent of America’s potash.
Potash was first discovered in Eddy County, New Mexico in 1925, when oil surveyor Dr. V.H. McNutt …
found potash salts (sylvite/polyhalite) in drill cuttings. The potash lies in deep, layered salt beds deep in the Salado Formation from the Permian period, containing valuable sylvite (KCl) and langbeinite.
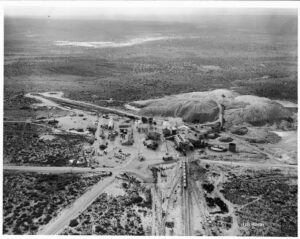
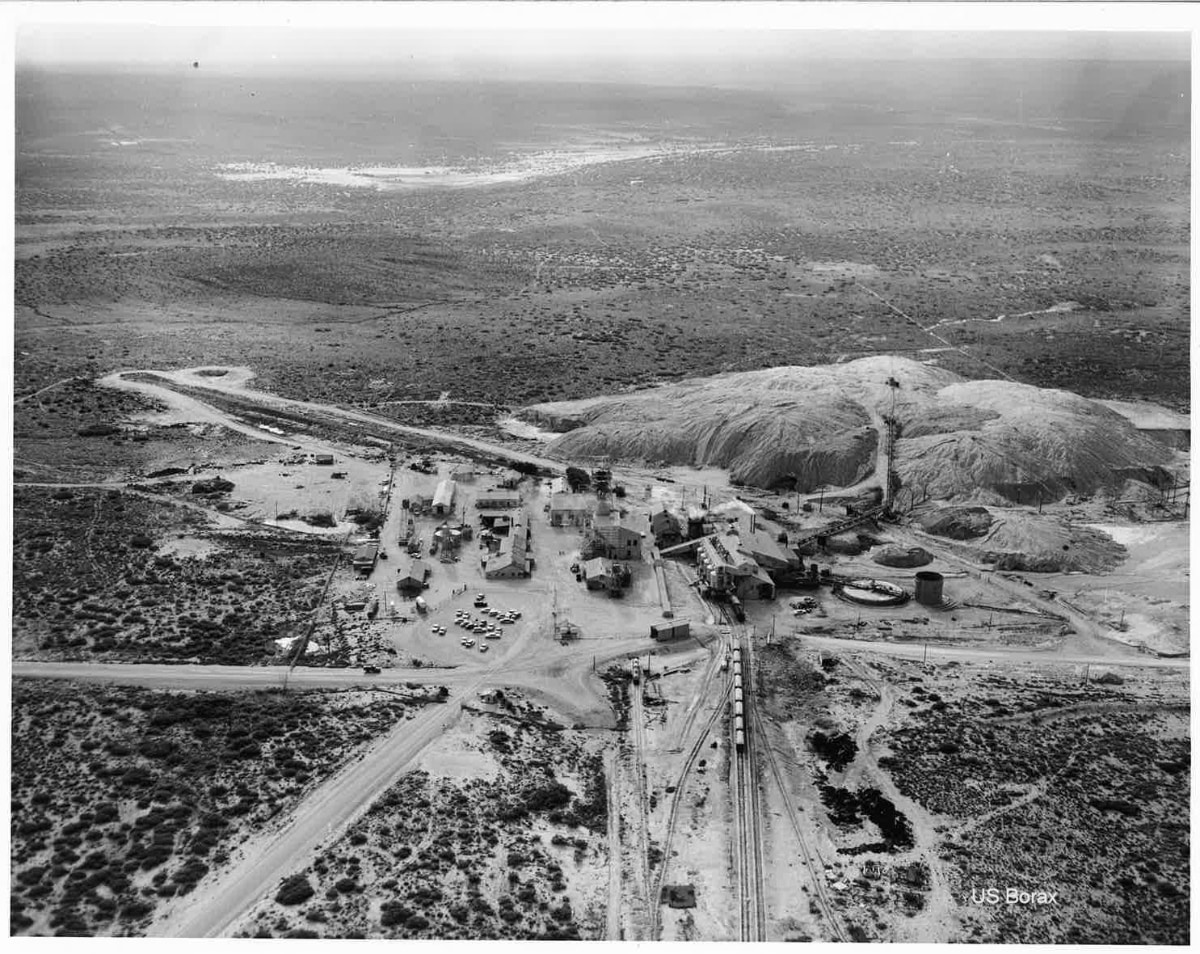
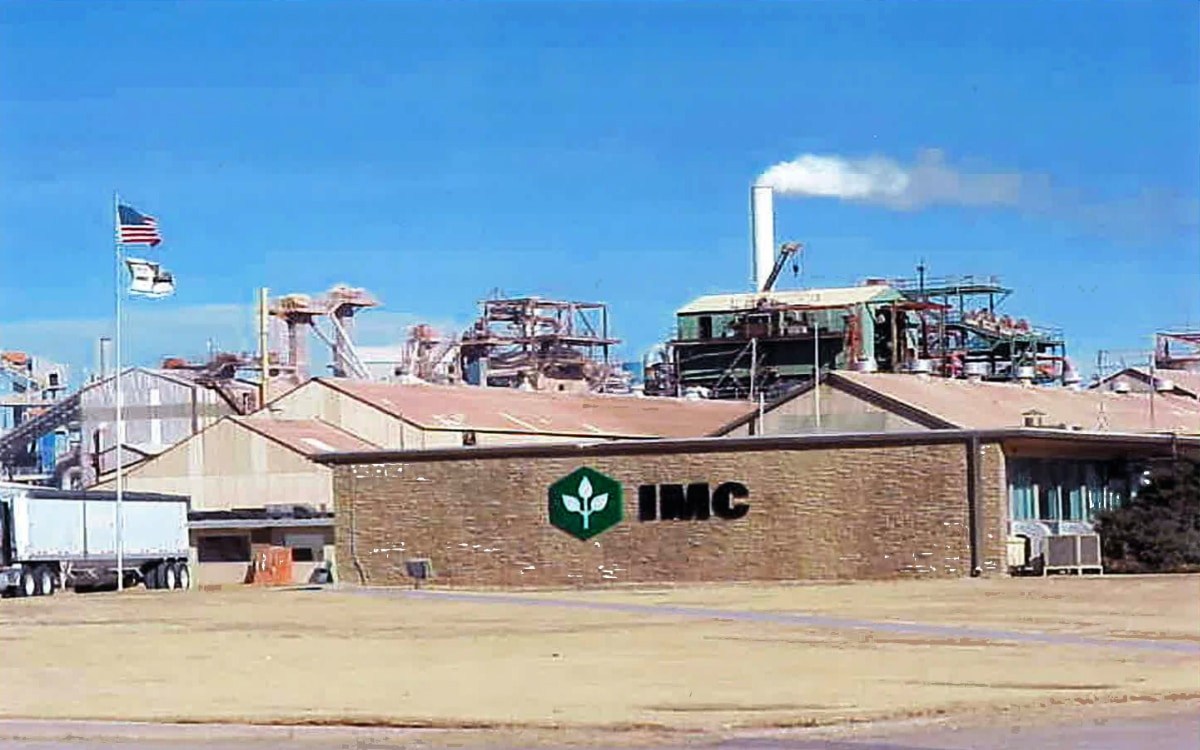
The International Minerals Carlsbad plant and mine complex have been in operation since 1939.
The site was formerly owned and operated by International Minerals and Chemicals Corporation (founded in 1909), and The Mosaic Company.



International Minerals Carlsbad, LLC entered into an agreement to purchase the site on December 22, 2025.
The mine extends horizontally underground more than 12 miles from the plant. There is 1500 miles of open mine workings. Nearly 350 people work at the facility. The langbeinite ore is mined using five continuous-mining machines. The ore travels via belt conveyor underground before being hoisted to surface. The surface processing plant utilizes heavy media to separate the langbeinite from the other minerals contained in the ore.
The plant has the capacity of producing more than a 750 thousand tons of K-Mag® product annually.
LEARN MORE ABOUT OUR SPECIALTY PRODUCTS
K MAG FORMULATIONS TO MEET YOUR NEEDS


